- Index
- Catalog
- CIRCULAR GRINDING MACHINES, FACE CIRCULAR GRINDING MACHINES
- SEMIAUTOMATIC SPECIAL CIRCULAR GRINDING MACHINE WITH CNC OSH-618F3
SEMIAUTOMATIC SPECIAL CIRCULAR GRINDING MACHINE WITH CNC OSH-618F3



DESCRIPTION
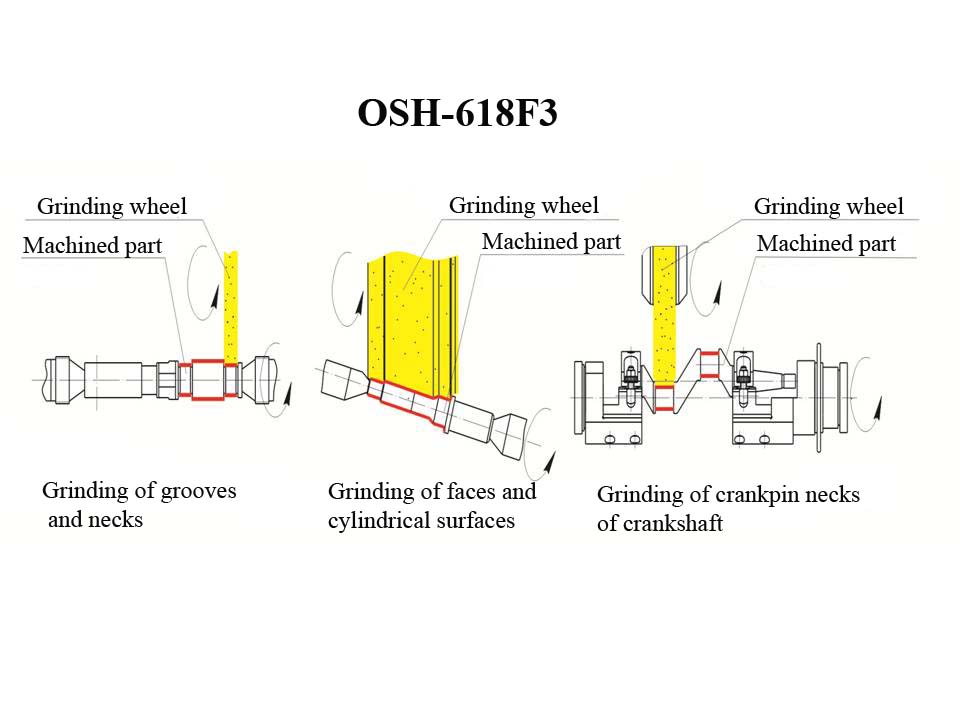
Special circular grinding semiautomatic machine with CNC model OSH-618F3 is designed for grinding external cylindrical surfaces, conic surfaces, grooves and chamfers in parts from cast iron, steels and other alloys.
Field of use is enterprises with large-scale manufacture and mass production.
Grinding wheel profiling is produced by rotating radius diamond roller installed on work head.
Machine can be equipped with CNC system and by incremental sensors (linear travel converters) over two programmable coordinates (compound slide cross travel - coordinate Z, wheel head vertical travel – coordinate Y).
Parts processing on the machine is produced by method of infeed grinding at the expense of vertical travel (feed) of grinding wheel and circular rotation of part with oscillation in longitudinal direction.
DESIGN ADVANTAGES
- Wheel head spindle rotation is realized by induction electric motor with frequency adjustment of revolutions.
- Wheel head in which spindle leading foot is installed on 4 high precision radial-thrust bearings and the tail support - on 2 ones is used on the machine.
- Grinding wheel dressing over periphery is realized by diamond roller installed on headstock spindle. Part rotation is produced by drive with motor model 1FK7.
- Wheel head spindle and tailstock leading foot is protected by a cup-type seal type CR of the firm “SKF”.
- Travels of driven elements are realized over steel hardened guide ways on rolling bearings by screw-rolling nut transmissions. Wheel head in column travels over linear guide ways.
- Rational design of bed, compound slide, column and wheel head provide high rigidity and vibration resistance.
- Hermetic protection of machining working zone.
- Cooling system tank with pump with productivity 100 l/min and magnetic separator.
- Automatic lubrication of all guide ways from the separate lubrication station.
- Machine control is realized by CNC system from the control panel located in front of working zone on electric cabinet door.
- Technical specifications
- Design description
- Delivery set
- Options
- Video
- Reference-list
- Reviews
-
Length of machined workpiece
250 mm
-
Diameter of machined workpiece
300 mm
-
Grinding wheel diameter
450 mm
-
Grinding wheel height
8...63 mm
-
Grinding wheel bore diameter
127 mm
-
Main drive power
5,5 kw
-
Grinding spindle rotation frequency
1500...4000 mm/min
-
Speed of wheel head adjustment travels
1000 mm/min
-
Speed of compound slide adjustment travels
4000 m/min
-
Discreteness of vertical and cross feeds
1mkm
-
Cutting speed
35...50 m/s
-
Coolant-lubricant feed pump productivity
100 L/min
-
Coolant-lubricant tank capacity
400 L
-
Maximum travel of compound slide
280 mm
-
Wheel head maximum travel
170 mm
-
Article rotation frequency
50...500 rpm
-
Allowance of machined surfaces radial runout
0,002 mm
-
Roughness of machined surfaces
0,4 RA
-
Roundness allowance
0,002 mm
-
Overall dimensions (length x width x height)
3850 х 2200 х 2140 mm
-
Mass
4500 kg
The machine base is the bed on which compound slide, column, and cross feed mechanism are installed.
The following mechanisms are installed on compound slide: headstock with diamond roller contour dressing mechanism and tailstock.
Travels of all driven elements are realized over steel hardened rolling guide ways.
Wheel head vertical travel is realized over column guide ways by vertical feed mechanism through reducer.
Travels of wheel head and compound slide are realized by ball-screw pairs.
Hydraulic equipment is executed as a separate unit and installed to the right from the machine and the cooling system is from behind.
Electric cabinet with CNC system is located from the right side in front of the machine.
Basing the machined part is produced as per center holes of the part in centers of headstock and tailstock.
Headstock dog rotates together with spindle, tailstock center is immovable. Part rotation is produced by headstock by electric drive.
Part grinding is produced by vertical stroke of wheel head with synchronous travel of compound slide (machined part) in cross direction and turn of part itself. Wheel head is a basic part in which bushing is installed assembled with spindle on rolling bearings.
Surfaces grinding and grinding wheel dressing is produced in automatic mode according to control program (CP). Part is oriented beforehand according to face and its position on machine is determined by probe.
EQUIPMENT OF MACHINE IN BASIC VERSION:
- machine assembled;
- coolant feed and treatment system;
- hydraulic station;
- electric automation cabinet with control panel and CNC system;
- set of spare parts, tools and accessories
(including abrasive and diamond tools);
- set of operational-technical documentation;
- control program (CP) of parts machining.
Gun for blow-off by air. This option includes a special gun with polyvinyl tube through which air is supplied from extranet under pressure. Air supply is realized onto block installed on the machine bed and further into the gun which is located on the front surface of bed in the zone of the operator’s location. The operator can produce the blow-off of removed from the table or electromagnetic chuck machined parts with compressed air by pressing the gun lever.
System of coolant feed and treatment with magnetic separator and filter –conveyor. This option includes tank with pump for coolant-lubricant feed into the zone of machining and filter –conveyor with roller filtering cloth and also magnetic separator which is installed on the frame of filter-conveyor. Filtration of coolant-lubricant takes place at first through magnetic separator, then through filter-conveyor. Capacity of magnetic separator is 100 l/min, of filter-conveyor is 200 l/min.
Equipping with automatic load mechanism. Machined part is installed into prism of load mechanism. Cylinder of load mechanism transfers the part to the machining zone, after which the part is installed in the centers with hydraulic tightening by center of tailstock.
Equipping with inprocess gage and balancer. This option includes balancing head of flange type with contactless transmitter, vibration sensor and electronic device. Use of this device allows to produce automatic balancing of rotating grinding wheel on machine with minimum imbalance and also inprocess gage of cylindrical diameters of machined parts.
Equipping of machine with high-speed electric spindle or spindle Fortuna. Machine is equipped with wheel head with horizontal spindle. Electric spindle with heightened number of revolutions (n=42000 rpm) or spindle Fortuna can be used as a spindle. tailstock.
Equipping of machine with rotary index head with controllable coordinate (C). Headstock consists of body in which spindle is installed on high precision bearings. A cup is fastened to body on which reducer is installed. Rotation from electric motor is transmitted to spindle through reducer and coupling. Accuracy of turn is controlled by incremental rotary sensor.


{kind=link}