- Index
- Catalog
- SPLINE GEAR-GRINDING MACHINES WITH CNC
- SPLINE GRINDING MACHINE WITH CNC OSH-628.1.F3 VERSION 02
SPLINE GRINDING MACHINE WITH CNC OSH-628.1.F3 VERSION 02

DESCRIPTION
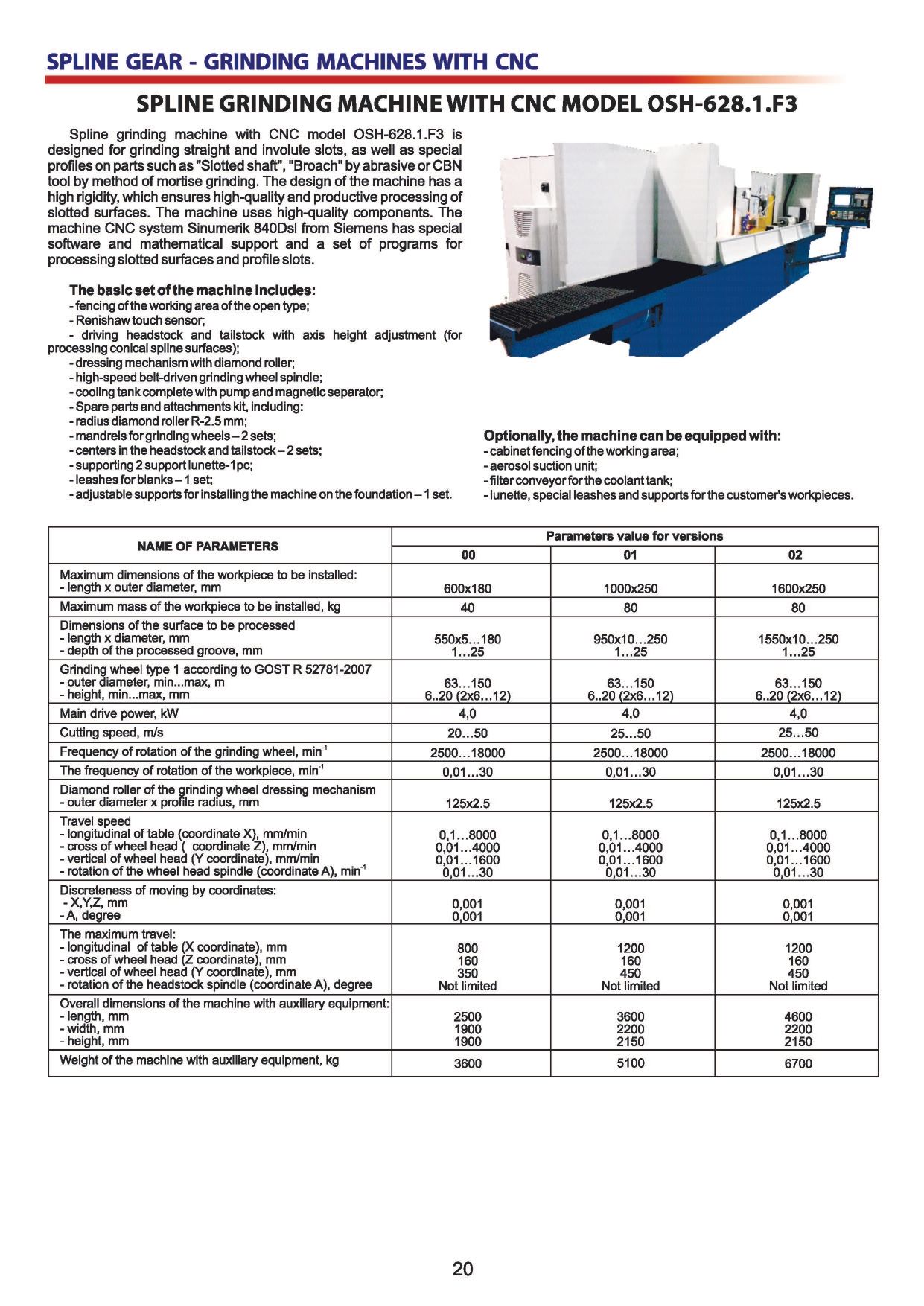
Spline grinding machine with CNC model OSH-628.1.F3 is designed for grinding straight and involute slots, as well as special profiles on parts such as "Slotted shaft", "Broach" by abrasive or CBN tool by method of mortise grinding.
The machine is equipped with a SINUMERIK 828D CNC system and has 5 programmable coordinates:
- longitudinal table movement- coordinate X;
- vertical movement of the wheel head –coordinate Y;
- cross movement of the wheel head –coordinate Z;
- rotation of the headstock spindle - coordinate A;
- rotation of the grinding wheel - axis Sp1.
DESIGN ADVANTAGES
- The design of the machine has a high rigidity, which ensures high-quality and productive processing of slotted surfaces.
- The machine uses high-quality components.
- The machine CNC system Sinumerik 840Dsl from Siemens has special software and mathematical support and a set of programs for processing slotted surfaces and profile slots.
- Technical specifications
- Design description
- Delivery set
- Options
- Video
- Reference-list
- Reviews
-
Length of the workpiece to be installed
1600 mm
-
Outer diameter of the workpiece to be installed
250 mm
-
Main drive power
4,0 kW
-
Cutting speed
25...50m/s
-
Outer diameter of the surfaces to be processed
10...250 mm
-
Length of the surfaces to be processed
1550mm
-
Maximum mass of the workpiece to be installed
80 kg
-
Depth of the processed groove
1...25 mm
-
Outer diameter, min...max grinding wheel type 1 according to GOST R 52781-2007
63...150mm
-
Height, min...max grinding wheel type 1 according to GOST R 52781-2007
6...20( 2 x 6...12) mm
-
Frequency of rotation of the grinding wheel
2500...18000 mm/min
-
The frequency of rotation of the workpiece
0,01...30 mm/min
-
Diamond roller of the grinding wheel dressing mechanism - outer diameter x profile radius
125 x 2,5 mm
-
Travel speed longitudinal of table (coordinate X)
0,1...8000 mm/min
-
Travel speed cross of wheel head ( coordinate Z)
0,01...4000 mm/min
-
Travel speed vertical of wheel head (Y coordinate)
0,01...1600 mm/min
-
Travel speed rotation of the wheel head spindle (coordinate A)
0,01...30 mm/min
-
Discreteness of moving by coordinates Х,Y,Z
0,001 mm
-
Discreteness of moving by coordinates A
0,001 degree
-
The maximum travel of longitudinal of table (X coordinate)
1200 mm
-
The maximum travel of cross of wheel head (Z coordinate)
160 mm
-
The maximum travel of vertical of wheel head (Y coordinate)
450 mm
-
The maximum travel of rotation of the headstock spindle (coordinate A)
Not limited
-
Overall dimensions of the machine with auxiliary equipment(length x width x height)
4600 x 2200 x 2150 mm
-
Weight of the machine with auxiliary equipment
6700 kg
All the basic parts of the machine (bed, column, wheel head, table) are made of castings of gray cast iron, which ensures the preservation of accuracy parameters throughout the entire service life.
The bed has a T-shape. Relative to the bed, the table moves along the longitudinal sliding guides. The column is fixed in the back of the bed. The vertical guides of the column move the support of the wheel head. Closed roller linear guides are used as guides for vertical and transverse movement of the wheel head.
A wheel head with a spindle installed in it moves along the cross guides of the caliper. Protection of the work area is of cabinet type. The front wall has a sliding door with glass. An aerosol suction unit is connected to the back wall.
Movement of the table and the wheel head is carried out by means of high-precision, backlash-free ball-screw pairs. On the top surface of the table there are the headstock and tailstock, lunettes and the mechanism for dressing.
The grinding wheel dressing mechanism is fixed on the upper plane of the headstock. The radial diamond roller is mounted on a spindle with rotation from an asynchronous motor.
The headstock is designed for basing and turning (dividing) at a given angle of the workpiece.
The headstock consists of a cast iron body mounted on the top surface of the table, inside the body on high-precision angular contact ball bearings the spindle is mounted, in a conical hole (Morse 5) which the center for basing the part is installed. The spindle is rotated by an electric motor through a high-precision gearbox.
At the right end of the spindle, a leash is installed on the neck to transmit the torque of the workpiece. At the left end, a circular sensor for controlling the angle of rotation of the spindle is mounted.
The tailstock is designed for basing and clamping the workpiece. The base center is mounted on the upper surface of the mobile housing in a special socket. The rear center is moved manually along the rolling roller guides. The tailstock design allows you to adjust the position of the rear center in the vertical and horizontal plane.
The cooling system tank is a separate unit and is located at the back of the machine. Cleaning of the coolant is carried out by a magnetic separator.
To move along the programmable coordinates, the electric motors of the model 1FK7 and the drives Sinamics S120 of the company "Siemens"are used.
Linear and circular converters are used to provide feedback on Y, Z, and A coordinates.
The main drive is a high-speed spindle with a belt drive from an asynchronous motor with frequency control.
The angular orientation of the processed part is made according to the pre-processed cavity of the teeth using the “Renishaw” touch sensor. The touch sensor mechanism is located on the wheel head.
The basic set of the machine includes:
- fencing of the working area of the open type;
- Renishaw touch sensor;
- driving headstock and tailstock with axis height adjustment (for processing conical spline surfaces);
- dressing mechanism with diamond roller;
- high-speed belt-driven grinding wheel spindle;
- cooling tank complete with pump and magnetic separator;
- Spare part and attachments kit, including:
- radius diamond roller R-2.5 mm;
- mandrels for grinding wheels – 2 sets;
- center in the headstock and tailstock – 2 sets;
- supporting 2 support lunette-1pc;
- leashes for blanks – 1 set;
- adjustable supports for installing the machine on the foundation – 1 set
- cabinet fencing of the working area;
- aerosol suction unit;
- filter conveyor for the coolant tank;
- lunette, special leashes and supports for the customer's workpieces.


{kind=link}