- Index
- Catalog
- CIRCULAR GRINDING MACHINES
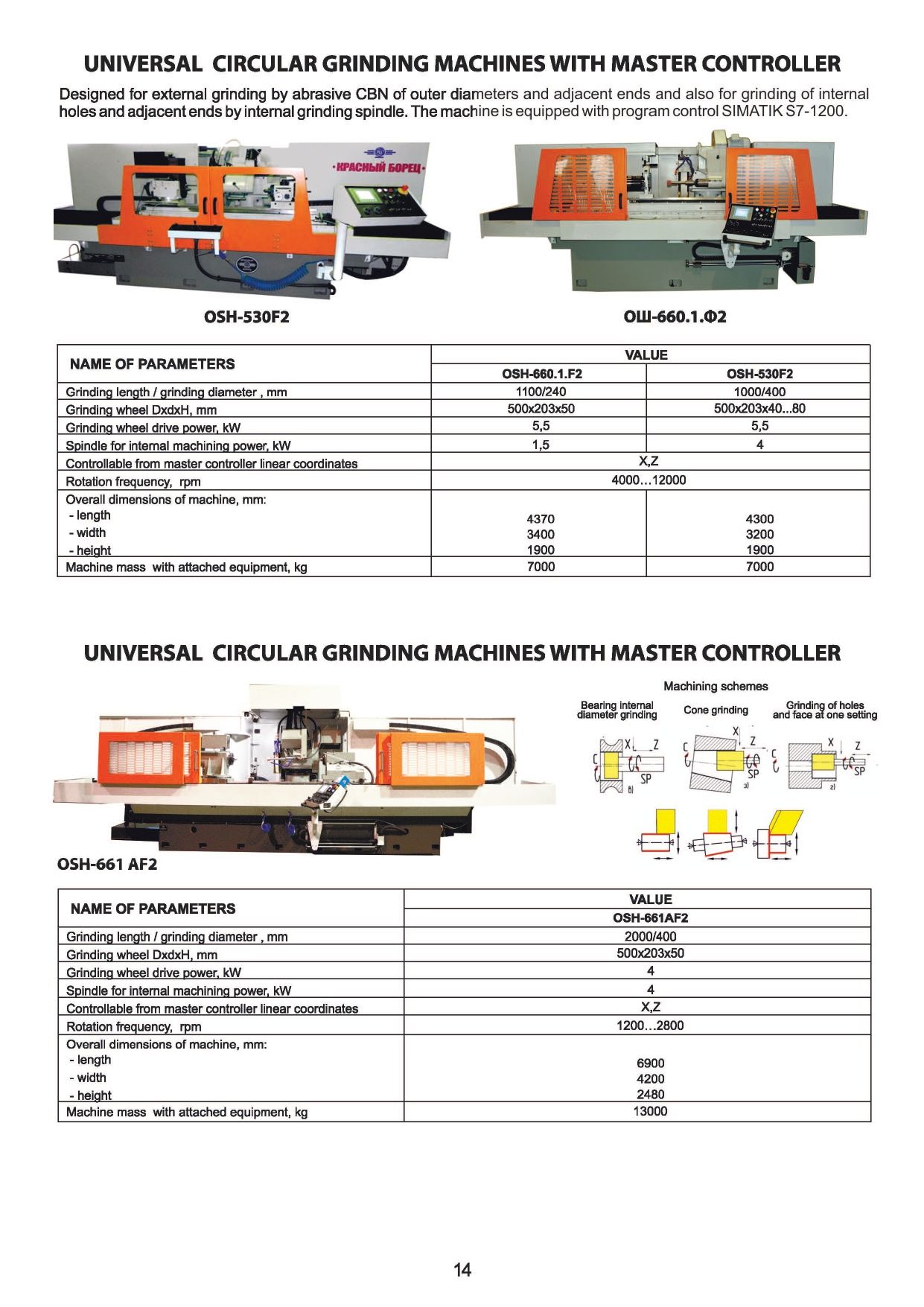
- UNIVERSAL CIRCULAR GRINDING MACHINE WITH MASTER CONTROLLER OSH-660.1. F2
UNIVERSAL CIRCULAR GRINDING MACHINE WITH MASTER CONTROLLER OSH-660.1. F2




DESCRIPTION
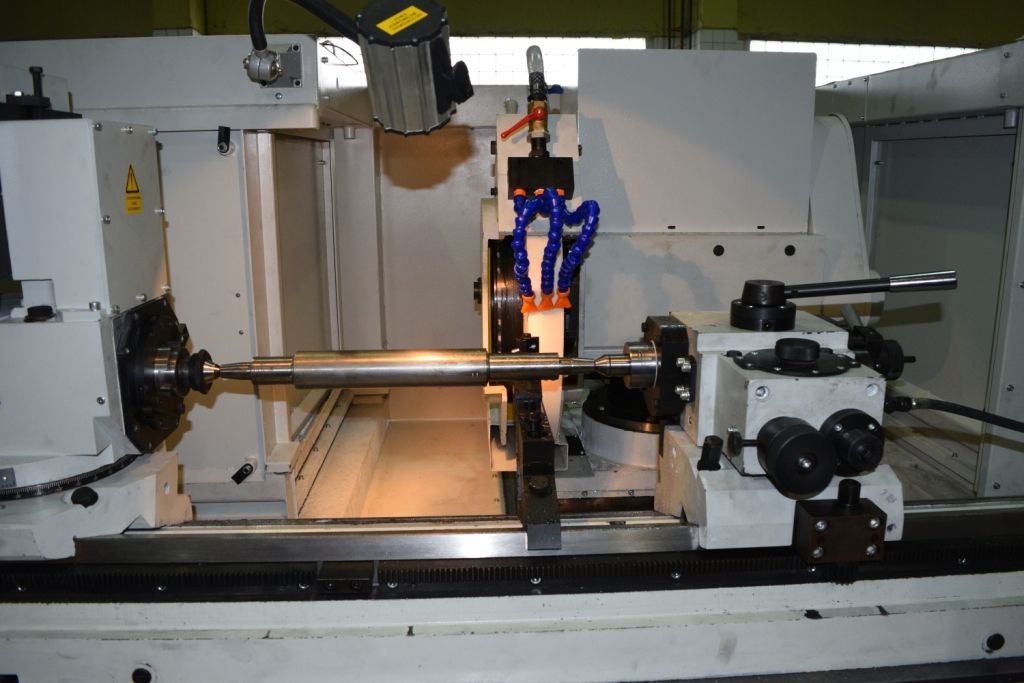
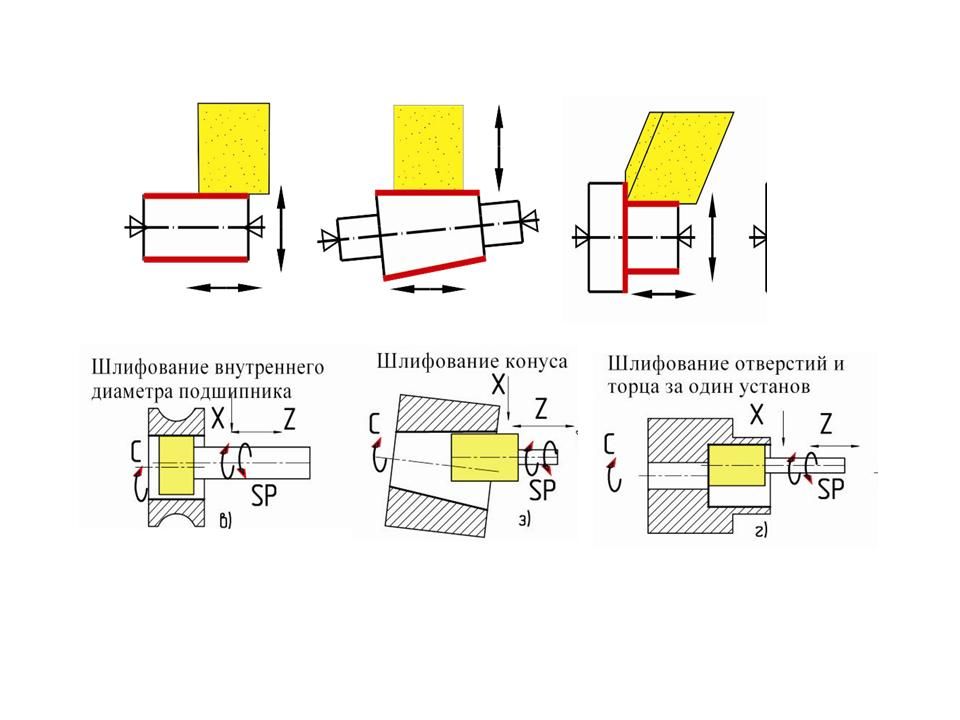
Designed for external grinding with abrasive or cbn circles of external diameters and adjacent ends, as well as grinding internal holes, cylindrical, conical and end surfaces on parts such as shaft, bushing, axis, flange, cover, etc. The machine is equipped with SIMATIK S7-1200 software control system with servos. Scope of application – enterprises of mass and small-scale production.
The kinematics of the machine provides the following movements:
- rotation of the workpiece (axis Sp1);
- rotation of the grinding wheel (Sp2);
- rotation of the grinding wheel of the internal grinding spindle (Sp3);
- cross travel of the wheel head (X coordinate);
- longitudinal travel of the table (Z coordinate);
- turn of the headstock to the specified angle manually;
- turn of the top table to the specified angle manually.
DESIGN ADVANTAGES
- The machine has cast base parts (bed, base, lower table, upper table, headstock, tailstock, wheel head)
- The wheel head has two spindles for external and internal grinding
- Water-based coolant is used for grinding
- The grinding wheel dressing mechanism is installed on the work hea
- Contactless sensors of the company “Balluff”
- Low – voltage equipment
- Technical specifications
- Design description
- Delivery set
- Options
- Video
- Reference-list
- Reviews
-
Grinding length
1100 mm
-
Grinding diameter
240 mm
-
Main drive power
5,5 kW
-
Grinding wheel rotation frequency
4000...12000 rpm
-
Grinding wheel dimensions (D x h x d)
500x203x50 mm
-
Spindle for internal machining power
1,5 kW
-
Controllable from master controller linear coordinates
X,Z
-
Overall dimensions (length x width x height)
4370 x 3400 x 1900 mm
-
Mass
7000 kg
The machine uses:
- closed, roller linear guides;
-high-precision gap-free ball-and-screw drives in feed drive mechanisms;
-high-precision angular contact ball bearings for wheel head spindle, headstock spindle.
Table movement is carried out along the sliding guide rails with a polymer coating by means of ball screw.
The control system is based on a programmable command controller and servos that allow processing parts in both automatic and manual modes. The base of the processed parts is made in the centers of the headstock and tailstock or in the three-cam chuck of the headstock. It is possible to use lunettes. The machine has a layout with a moving table, on which the headstock (leading) is installed, with the part being processed and the tailstock.
The wheel head moves perpendicular to the axis of the centers of the workpiece. An additional internal wheel head is installed on the wheel head.
The work head with an electric drive and the tailstock are attached to the upper working surface of the movable table.
The cross movement of the wheel head is carried out along the linear rolling guides by means of a ball-screw transmission. The wheel head has two spindles for external and internal grinding.
The internal grinding spindle is rotary (folding) mounted in front on the body of the wheel head. The wheel head can be installed at a rotation angle of ±15 degrees.
The upper table can be rotated (at an angle of 3 ° clockwise and 8 ° counterclockwise) and is based on the lower table, which in turn moves along the slide rails of the bed. The grinding wheel dressing mechanism is installed on the work head.
The periphery of the grinding wheel of the main drive and the grinding wheel of the internal wheel head is dressed using a dresser diamond due to the longitudinal movement of the table and the transverse movement of the grinding wheel (linear interpolation by two coordinates)
The working area of grinding is protected by a welded frame installed on the bed that protects against splashing of coolant during operation. Access to the work area is through sliding doors, and to the service areas - through doors mounted on hinges. When grinding, water-based coolant is used.
Hydraulic equipment is made by a separate unit and installed at the back of the machine, and the cooling system is on the left. An electric cabinet is on the right side of the machine. In front of the machine, a combined control panel with an operator panel and a machine control panel with electronic flywheels, a joystick and control buttons are installed on the electric cabinet.
When grinding, water-based coolant is used, and the coolant is cleaned using a magnetic separator and a filter conveyor. The treatment zone is supplied with coolant at a pressure of P = 2 ATM, pump capacity Q = 60 l / min
Proximity sensors of the company "Balluff".
Low-voltage equipment.
As a feedback, “Fagor” linear displacement converters are used.
- machine assembled (with wheel head, headstock and tailstock);
- hydraulic station;
- electric cabinet;
- luminaire for treatment zone lighting;
- control panel with operator panel and programmable logic controller;
- coolant supply and cleaning system with magnetic separator and filter conveyor with roll filter cloth;
- the dressing mechanism on the end face and the periphery;
- set of centers for the headstock and tailstock;
- three-cam chuck (clamping diameter 200 mm);
- grinding wheel flanges-2 sets (1 set is installed on the machine);
- adjustable supports (pads) -4pcs.;
- grinding wheel GOST R 52781-2007: 500 x 50 x 203 (mm) 25A F90 K6V 50 m / s 2kl-1 pc.
- set of spare parts (spare parts and accessories quick-wearing parts for 1 year of operation);
- locksmith tools for machine maintenance;
- a set of operational documentation: (operating manual for the machine, operating manual for electrical equipment, spare parts catalog, management instructions-1copy)
Additionally, it is possible to install handwheels for processing the outer and inner surfaces of bodies of rotation manually
Rest for installing parts and three-jaw chuck (parameters are agreed with the customer)
Electrical cabinet complete with a refrigeration unit of the German company RITTAL
Closed roller linear guides from the firm SCHNEEBERGER
High precision radial-stop ball bearings of the firm “IBC” for wheelhead spindle and headstock spindle
CNC system SINUMERIC 840 SL with LCD monitor for displaying all information of the machining process, for convenient programming and operation
Automatic grinding wheel dressing according to the programmed cycle with grinding wheel wear compensation
Touch sensor from "RENISHAW" company
Device for grinding wheel dynamic balancing with GAP function (the GAP function provides detection of approaching obstacles and stops the grinding wheel feed regardless of the processing program) and active control from the firm MARPOSS (for monitoring smooth cylindrical and noncontinuous surfaces)
Mandrel for grinding wheel static balancing
Coolant centrifugal cleaning station - centrifuge
Exhaust device "UV-1200.00.0.000.0.00". The device is designed to extract coolant mist with inclusions of solid dust and small metal shavings
Cabinet protection
Internal grinding spindle (fortune) of the firm Fischer Fortuna GmbY, Germany (30,000 min ־¹, 45,000 min ־¹)
Control systems.
Reverse centers
Set of clamps
Grinding wheel dressing device at an angle
Grinding wheel dressing device on radius


{kind=link}