UNIVERSAL CIRCULAR GRINDING MACHINE OSH-535F2


DESCRIPTION
Universal cylindrical grinding machine model OSH-535F2 is designed for grinding the outer cylindrical and conical surfaces with grinding ends, parts inner cylindrical surfaces made of various materials (cast iron, steel and their alloys).
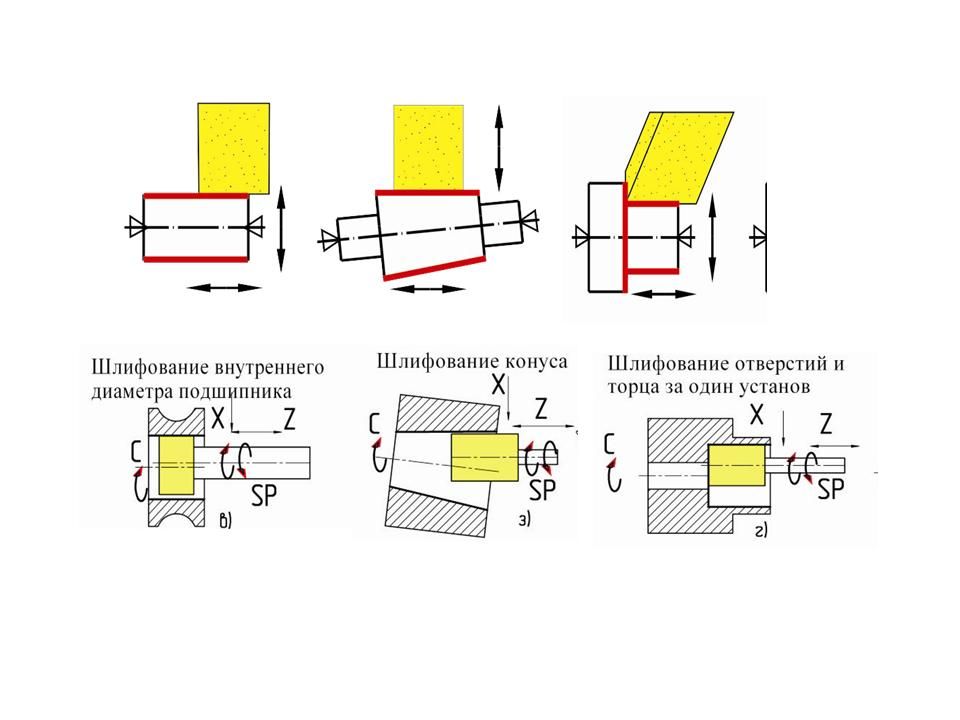
The kinematic diagram of the machine should provide the following movements:
- grinding wheel rotation for external grinding (coordinate SP1);
- grinding wheel rotation for internal grinding (coordinate SP2);
- grinding wheel-head transverse travel (X coordinate);
- longitudinal table travel with the workpiece (Z coordinate);
- workpiece rotation (coordinate SP3);
DESIGN ADVANTAGES
- Control system - programmable logic controller Simatic S7 - 1200 of the firm “Siemens”;
- Servos "Sinamics";
- Contactless sensors and end switches - of the firm “Balluff”;
- Refrigeration unit of the firm "RITTAL" for the electrical cabinet;
- Closed roller linear guides for movement along the X coordinate;
- High-precision backlash-free ball-screw unit of the firm "Mikron" in the feed drives mechanisms;
- High-precision radial-stop ball bearings of the firm "IBC" for the grinding wheel-head spindle for external grinding, for the headstock spindle;
- Spindle for internal grinding with a belt drive, n = 12000 min-1, outer diameter 100 mm, body length 315 mm;
- Coolant cleaning device using a magnetic separator and a filter-conveyor with a roll paper web;
- Lamp to illuminate the working area.
- Technical specifications
- Design description
- Delivery set
- Options
- Video
- Reference-list
- Reviews
-
Machine accuracy class
B
-
Length of the workpiece to be installed
1500 mm
-
Outer diameter of the workpiece to be installed
400 mm
-
Cutting speed
20...50 m/s
-
Outer grinding diameter in centers
5...400 mm
-
Grinding maximum length in the centers
1450 mm
-
Maximum internal grinding diameter
350 mm
-
Minimum internal grinding diameter
30 mm
-
Maximum internal grinding length
250 mm
-
Maximum part length to be installed during internal grinding on a magnetic chuck with an outer diameter of 315 mm, a height of 95 mm GOST 24568-81
1000 mm
-
Maximum workpiece weight to be installed in the centers
150 kg
-
Maximum workpiece weight to be installed in the chuck
60 kg
-
Installed grinding wheel outer diameter for external grinding
500 mm
-
Installed grinding wheel internal diameter for external grinding
40...80 mm
-
Installed grinding wheel height for external grinding
203 mm
-
Installed grinding wheel outer diameter for internal grinding
25...63 mm
-
Installed grinding wheel height for internal grinding
20; 32; 40 mm
-
Upper table manual rotation angle (left edge from the operator)
+6 degree
-
Upper table manual rotation angle (left edge towards the operator)
-6 degree
-
Headstock manual rotation angle counterclockwise
45 degrees
-
Grinding head manual rotation angle
+-15 degrees
-
Wheel drive electric motor power for external grinding
5.5 kW
-
Wheel drive electric motor power for internal grinding
4.0 kW
-
Part rotation drive electric motor power
5.5 kW
-
Wheel spindle rotation frequency for external grinding
1270...1910 rpm
-
Wheel spindle rotation frequency for internal grinding
5000...12000 rpm
-
Part rotation spindle rotation frequency
25...300 rpm
-
Table longitudinal working feeds limits (coordinate Z)
0.01...1000 mm/min
-
Grinding head working cross feeds limits (X coordinate)
0.01...1000 mm/min
-
Table setting travel speed
6 m/min
-
Grinding head setting travel speed
4 m/min
-
Maximum transverse travel on stops
360 mm
-
Maximum longitudinal travel on stops
1600 mm
-
Longitudinal table travel discreteness (coordinate Z)
0.001 mm
-
Grinding head transverse travel discreteness (coordinate X)
0.001 mm
-
Overall dimensions (length x width x height)
5200 x 3600 x 1900 mm
-
Mass
8 000 kg
The base of the machine is a composite T-shaped bed, on which the main units and mechanisms are installed. The machine has a layout with two (upper and lower) tables on the upper one, from which the workpiece is installed. The lower table has a linear travel along the workpiece axis, the upper one is rotary in the horizontal plane.
The grinding wheel-head is located at the rear of the bed on slides, with the help of which transverse travel is carried out. Workpiece headstock with an electric drive and the back headstock are mounted on the rotary table upper working surface. The grinding wheel-head travels are carried out along the linear slideway bearings, the lower table travels are carried along the sliding guideways (V-shaped and flat) by means of ball screws.
On the grinding wheel-head upper plane a device for internal grinding is attached, on a folding bracket of which a high-speed spindle with an asynchronous electric motor is installed.
Workpieces basing can be done in headstock and tailstock centers or in a three-jaw (four-jaw, magnetic) chuck. Product workhead can be manually turned in the horizontal plane - counterclockwise (to the wheel) by 45 °. The grinding wheel-head has the ability to manually rotate in the horizontal plane ± 15 °.
Surface treatment and grinding wheel dressing is carried out manually, the installation and removal of the part is carried out manually. For part outer conical surfaces grinding, the upper table is rotated in the range of ± 9º. Periphery and grinding wheel end dressing is carried out with the help of dresser diamond.
The hydraulic equipment is made as a separate unit and is installed to the right of the machine, and the cooling system is installed at the rear.
The machine is equipped with a centralized lubrication station. The lubrication station tank has special "eyes" for monitoring the minimum and maximum oil level.
When grinding, water-based coolant is used, the coolant is cleaned by means of a magnetic separator and a paper filter-conveyor.
The machine is equipped with a control panel for moving the table and the grinding wheel-head by means of electronic handwheels and a joystick.
Control system
The Siemens S7-1200 automatic control system should provide the following machine capabilities in automatic mode:
- part processing by the "pendulum" grinding method;
- part profile processing by cutting-in grinding due to the workpiece rotation and the grinding head transverse travel;
- ends processing, processing holes;
The control system must also provide a minimum input increment of 0.001 mm.
The machine has the following block systems:
- table travel is possible only when the longitudinal guides and the table ball-screw pair lubrication system is on;
- turning on the grinding wheel spindle is possible only when the grinding wheel case cover is closed;
- it is impossible to turn on the processing cycle when the grinding wheel rotation is not turned on;
- device for internal grinding input into the processing zone (lower position) is possible only when the grinding head is moved back to its original position;
The machine provides:
- grinding head extreme positions control;
-grinding wheel electric motor frequency regulation and soft start;
- internal grinding wheel electric motor frequency regulation and soft start;
- electric engine work head frequency control;
-current overload protection;
- alarm: no lubrication; grinding wheel overloading;
- pressure control in the hydraulic system;
- workpiece unclamping movement only with the retracted grinding headstock and a non-rotating workpiece;
- machine electrical equipment must be equipped with protection, excluding its spontaneous activation when the disappeared voltage is restored.
- machine assembly (with grinding head, headstock and tailstock, internal grinding device);
- coolant supply and cleaning system;
- hydraulic station;
- electrical cabinet;
- control panel, which has: electronic handwheel for grinding head travel; electronic handwheel for table travel; joystick to control table and grinding head travel; travel choice from the joystick or from the handwheels; selection of the increment value - 1 μm, 10 μm, 100 μm;
- a device for dressing grinding wheels complete with diamonds;
- hand pistol for washing the processed parts coolant;
- pedal for rear center extraction;
- spare parts set:
- morse center No. 4 - 2 pcs .;
- mandrel for grinding wheel balancing - 1 piece;
- mandrels set for internal grinding - 1 pc. maximum length for each size of the grinding wheel;
- shoe for machine installation - 14 pcs.
- Equipping the grinding
head with a device for dynamic grinding wheel balancing. This option includes a
flange type balancing head with a non-contact transmitter, vibration sensor and
electronic device. The use of this
device allows to carry out rotating grinding wheel automatic balancing on the
machine with minimal unbalance. Equipped with active control device. The device for active control of machined parts cylindrical diameters includes a bracket with two measuring heads with orientation function and measuring contacts, as well as an electronic device with a control panel. The electronic device is attached to the machine control panel. The use of the active control device makes it possible to ensure stable processed diameter size obtaining within ± 0.0025 mm.
Equipped with an exhaust device. When equipping the machine with a working area cabinet fence, it is possible to use a suction aerosol formed during the grinding process device. This device is a welded base on which a welded cylinder with a funnel, a motor with an impeller, a filter element, covers with nozzles and a sleeve are attached. The exhaust device can operate autonomously in both manual and automatic modes and allows to carry out aerosol vapors removal from the treatment area.
Working area cabinet fencing. Closed top guard, the guard front wall has a movable opening door with plexiglass.
Equipped with open or closed rest device

